锻造液压机液压工作原理
16MN锻造液压机液压系统工作原理如图1所示,主要由液压泵、溢流阀、比例节流阀、充液装置、控制器等组成。
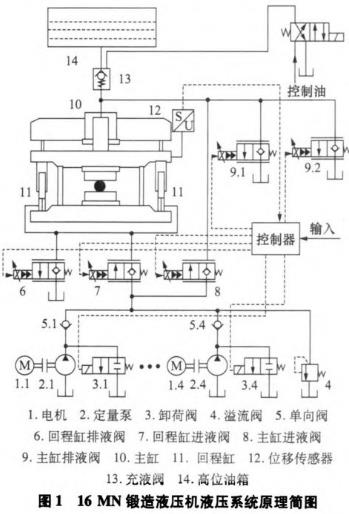
液压机生产厂家生产的16MN 锻造液压机属于阀控系统,系统的主缸进液阀、主缸排液阀、回程缸进液阀、回程缸排液阀均采用大通径电液比例插装阀,通过合理控制它们的开启时间和开口幅值来实现压机的不同动作。
锻造液压机的工作循环一般包括停止、空程下降、低速加压、卸压回程等。
空程下降阶段,回程缸排液阀打开,活动横梁靠自重下降,在主缸上腔形成负压,高位油箱经充液阁向主缸补油,同时液压泵也通过主缸进液阀向主位供液,通过调节回程缸排液阀的开口大小控制下行的速度,当活动横梁上的上砧接触锻件时,空程下降结束;低速加压阶段,充液阀关闭,液压泵的高压油液继续经主缸进液阀进人主缸,作用于工作柱塞上,使上砧对锻件进行压力加工,随着锻件变形抗力增加,主缸压力升高,直到上砧将锻件加压到给定尺寸,低速加压结束;回程阶段,主缸进液阀关闭,主缸排液阀打开卸掉主缸的高压液体,同时回程缸排液阀关闭,回程缸进液阀打开,活动横梁在回程缸高压油液作用下,向上回程,通过调节回程缸进液阀、主缸排液阀开口幅度来控制回程速度。
液压机生产厂家通过合理控制各种阀的开启时序、开启斜率及开启幅度值来实现压机活动横梁的正弦运动,使压机运行平稳、冲击振动小,并能实现尺寸控制。
热门新闻:
公告
液压机活动横梁倾斜的主要原因
淄博元和机电工程有限公司年产1000套液压站设备项目..
锻造液压机液压工作原理
液压机生产厂家执行标准的有关情况
液压机的问题及技巧措施
影响液压机生产厂家的进一步发展的因素
液压机生产厂家产品滑块压头改进
液压机生产厂家概述系统的负荷控制法
液压机生产厂家分析管端缩口液压机的特性
耐火砖液压机液压系统技术水平评价
液压机生产厂家如何提高设备的使用性能
耐火砖液压机系统的发展分析
液压机生产厂家简言液压传动系统
淄博元和机电工程有限公司关于产品系列的不断完善分..
高效专用液压机产品的日益发展
液压机生产厂家浅析产品从简易到复杂完善的过程
液压机形成速度和工作效率的提高
专业的液压机生产厂家―淄博元和机电工程有限公司
介绍一种新型液压机的结构情况
液压机生产厂家告诉你产品的选购要素
液压机生产厂家分析液压系统的装置情况
液压机生产厂家关于产品的选择应用解析
液压机生产厂家分析机器的保养及维修情况
浅谈液压机生产厂家产品的应用领域
液压机生产厂家解析液压机的基本参数
液压机的分类情况
液压机生产厂家浅谈液压机技术的发展情况
液压机生产厂家关于液压机的特点分析
液压机噪音大,扰民又影响工人工作
液压机对作业介质的基本要求
减少液压油缸气蚀的几个方法
怎么保证液压机的工作效率?
购买液压机不要只看价格
液压机配件选购原则
多功能液压机的多功能体现在哪?
工作人员必须清楚的液压机操作规程
淄博液压机厂家哪家好?
液压油缸厂教您怎样选择液压油缸
液压油缸的加工
液压传动与机械传动
液压油缸衬套装配间隙的选择
液压机换油几点注意事项
液压油缸的耐久性和耐压性怎样检测
液压机原理
全自动液压机液压油的选择
液压机――气体禁止入内
单柱液压机的故障处理
四柱液压机有哪些特点
液压机液压系统的划分
液压站油缸特点
解析液压油箱结构
基础液压机知识知多少
液压缸常见活塞问题分析与解决
揭秘同型号液压油缸为何价格差距巨大
关于液压机动作原理知识简析
液压油缸是怎样工作的
Y28系列框架式液压机
液压油缸内壁参数测量数据采集处理系统
合锻机床诞生液压机行业完成新工艺
船舶液压油缸的定期维护及日常保养措施
船舶液压油缸的定期维护及日常保养措施
国家重大装备项目模锻液压机在陕投产
徐工科技液压油缸生产基地落户张家口
液压机简介
液压油缸常见故障及修复工艺
液压机中气液阻力缸的调速回路
液压(油缸)系统的保养
液压机用途
液压油缸常见故障及修复工艺
液压缸的工作原理
中东LNG生产国将首次削减欧洲出口量
预计气温上升可能增强需求 纽约天然气期货上涨
美国第2大天然气生产公司纳达科盆地 获得"巨大的"石..
壳牌计划在印度建浮式LNG进口终端
庆祝网站开通
公告
液压机活动横梁倾斜的主要原因
淄博元和机电工程有限公司年产1000套液压站设备项目..
锻造液压机液压工作原理
液压机生产厂家执行标准的有关情况
液压机的问题及技巧措施
影响液压机生产厂家的进一步发展的因素
液压机生产厂家产品滑块压头改进
液压机生产厂家概述系统的负荷控制法
液压机生产厂家分析管端缩口液压机的特性
耐火砖液压机液压系统技术水平评价
液压机生产厂家如何提高设备的使用性能
耐火砖液压机系统的发展分析
液压机生产厂家简言液压传动系统
淄博元和机电工程有限公司关于产品系列的不断完善分..
高效专用液压机产品的日益发展
液压机生产厂家浅析产品从简易到复杂完善的过程
液压机形成速度和工作效率的提高
专业的液压机生产厂家―淄博元和机电工程有限公司
介绍一种新型液压机的结构情况
液压机生产厂家告诉你产品的选购要素
液压机生产厂家分析液压系统的装置情况
液压机生产厂家关于产品的选择应用解析
液压机生产厂家分析机器的保养及维修情况
浅谈液压机生产厂家产品的应用领域
液压机生产厂家解析液压机的基本参数
液压机的分类情况
液压机生产厂家浅谈液压机技术的发展情况
液压机生产厂家关于液压机的特点分析
液压机噪音大,扰民又影响工人工作
液压机对作业介质的基本要求
减少液压油缸气蚀的几个方法
怎么保证液压机的工作效率?
购买液压机不要只看价格
液压机配件选购原则
多功能液压机的多功能体现在哪?
工作人员必须清楚的液压机操作规程
淄博液压机厂家哪家好?
液压油缸厂教您怎样选择液压油缸
液压油缸的加工
液压传动与机械传动
液压油缸衬套装配间隙的选择
液压机换油几点注意事项
液压油缸的耐久性和耐压性怎样检测
液压机原理
全自动液压机液压油的选择
液压机――气体禁止入内
单柱液压机的故障处理
四柱液压机有哪些特点
液压机液压系统的划分
液压站油缸特点
解析液压油箱结构
基础液压机知识知多少
液压缸常见活塞问题分析与解决
揭秘同型号液压油缸为何价格差距巨大
关于液压机动作原理知识简析
液压油缸是怎样工作的
Y28系列框架式液压机
液压油缸内壁参数测量数据采集处理系统
合锻机床诞生液压机行业完成新工艺
船舶液压油缸的定期维护及日常保养措施
船舶液压油缸的定期维护及日常保养措施
国家重大装备项目模锻液压机在陕投产
徐工科技液压油缸生产基地落户张家口
液压机简介
液压油缸常见故障及修复工艺
液压机中气液阻力缸的调速回路
液压(油缸)系统的保养
液压机用途
液压油缸常见故障及修复工艺
液压缸的工作原理
中东LNG生产国将首次削减欧洲出口量
预计气温上升可能增强需求 纽约天然气期货上涨
美国第2大天然气生产公司纳达科盆地 获得"巨大的"石..
壳牌计划在印度建浮式LNG进口终端
庆祝网站开通